Beyond the Cold Chain
Lyophilisation and spray drying as superior biologic platforms
Dr. Mary Manoranjani Addanki, PhD, Associate Professor and Head of Pharmaceutics, Malla Reddy College of Pharmacy
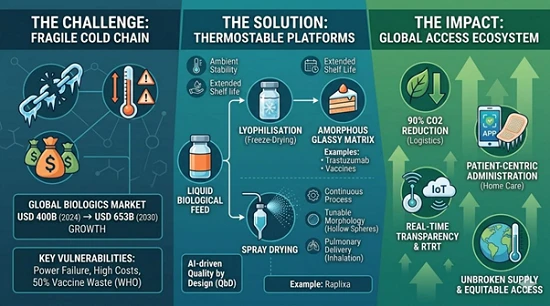
Valued at US$400.02 billion in 2024, the biologics market is projected to reach US$653.34 billion by 2030 (8.5% CAGR). To mitigate cold-chain risks and wastage, adopting lyophilisation and spray drying is a superior approach, offering robust formulation strategies that ensure product stability and streamline global logistics.
The Rising Tide of Biologicals
The global healthcare landscape is witnessing a seismic shift. Biological drugs, once considered a niche frontier, have now become the vanguard of modern medicine, successfully addressing some of the most complex health challenges of our time, including refractory cancers, rare genetic disorders, and chronic autoimmune diseases.
The economic narrative follows this clinical success. In 2024, the global biological sector reached a valuation of USD 400.02 billion, and current projections suggest an ascent to USD 653.34 billion by 20301. This market spike is driven by a pressing societal need. As the global incidence of chronic and hereditary disorders rises, the approval of innovative biological products offers a lifeline to millions.
However, this "Blooming Biologicals Market" faces a fundamental physical constraint. Most biological drugs are intended for parenteral administration, a delivery method that necessitates cold-chain storage. To protect the integrity, safety, and efficacy of these sensitive molecules, optimal temperature conditions must be maintained from manufacturing through to the end user. While the global cold chain is widely used, it is inherently fragile.
The Achilles' Heel of Logistics
The reliance on cold-chain infrastructure introduces a suite of systemic risks. Equipment failures due to power instabilities, temperature inconsistencies during transit, exorbitant operational costs, and the persistent threat of human error create a high-stakes environment. Any lack of compliance during the travelling and storage process has a significant impact on product integrity. In many regions, inadequate infrastructure and handling errors exacerbate these issues. When considering that biologicals are often the most expensive and life-critical medicines, the risk of a "broken chain" is a paramount concern for healthcare providers and pharmaceutical executives alike.
Addressing Logistics: A Data-Driven Ecosystem
Modern cold chain and administration logistics have transitioned into a proactive, data-driven ecosystem. This evolution is not merely about better refrigeration but about the integration of "smart" technology into every node of the supply chain.
IoT-Enabled Transparency Internet of Things (IoT) enabled tracking systems now provide real-time transparency. These systems allow for continuous monitoring of temperature and humidity, enabling stakeholders to prevent excursions before they occur. This digital "control tower" approach allows for rapid intervention, such as re-routing shipments or adjusting active cooling settings mid-transit. By digitising the audit trail, companies can ensure regulatory compliance with unprecedented precision.
Advanced Thermal Buffering to maintain physical stability without external power, the industry utilises Phase-Change Materials (PCMs). These advanced substances absorb or release thermal energy to keep products within strict ranges. Unlike traditional ice packs, PCMs can be engineered to maintain specific sub-zero or refrigerated temperatures for over 120 hours without a power source. This provides a critical safety buffer during unexpected transport delays or customs hold-ups.
The Last-Mile Strategy
The vulnerability of last-mile delivery is addressed through a decentralised network of micro-fulfilment centres and dedicated temperature-controlled vehicles. This ensures that the "cold chain" remains unbroken until it reaches the patient. This is particularly vital in emerging markets where the final few miles of delivery often lack formalised refrigeration infrastructure.
Patient-Centric Administration
The barrier to care is being lowered by shifting away from traditional clinical settings. The transition toward needle-free delivery systems such as nasal sprays and transdermal microneedle patches as well as user-friendly auto-injectors and dry powder inhalations empowers patients to manage their own treatment. This shift is bolstered by home care nursing services, digital patient support apps, and specialised education programs, which simplify self-administration and improve long-term adherence2.
Manufacturing and Formulation Approach
Apart from the development of a successful drug that exerts the intended action, the formulation must focus on safety, efficacy, and stability. In the context of biologicals, the formulation is the "protective envelope" that allows the active ingredient to survive environmental stressors.
Advanced Stabilisation
The inclusion of stabilising excipients prevents the denaturation (the unfolding of proteins) and aggregation of the active constituent. Stringent temperature monitoring and stability evaluations are essential to guarantee efficacy across the entire distribution timeline. The use of buffers, surfactants, and antioxidants within the formulation helps maintain the tertiary and quaternary structures of complex proteins.
The Shift to Continuous Production
The modern approach aims at transitioning from batch production to continuous, intensified, and AI-driven manufacturing. Single-use systems are widely used to reach sustainability and contamination standards. Furthermore, decentralised mobile manufacturing units can be deployed globally for regional vaccine or cell therapy production. By leveraging personalised therapies, these units surpass the limitations of massive infrastructure and cold-chain logistics.
Quality by Design (QbD) and AI Integration
On the formulation side, the focus has moved toward Quality by Design (QbD). This methodology utilises advanced stabilisation techniques like continuous lyophilisation and spray drying to create thermostable products. In 2026, the integration of Artificial Intelligence (AI) into the QbD framework has allowed researchers to predict the Glass Transition Temperature (Tg) and Collapse Temperature of new formulations with over 95% accuracy, significantly reducing the trial-and-error phase in the laboratory3.
Lyophilisation: The Gold Standard of Stability
The conversion of liquid preparations to powder formulations imparts stability and avoids cold chain storage. Lyophilisation, or freeze-drying, involves freezing the water in a product and subliming it into a gas under a vacuum.
To protect the active constituent, Cryoprotectants like sucrose and trehalose are incorporated. This process offers extended shelf life, reduced transportation costs, and a reduction in CO2 emissions. The resulting dry state immobilises the protein molecules in a "vitrified" or glassy matrix, effectively stopping the chemical reactions that lead to degradation4.

Figure 2: A porous lyophilised cake.
Technical Challenges of the "Cake"
Lyophilisation results in a cake-like texture with a spongy appearance. This texture enables rapid reconstitution for parenteral administration. However, several factors influence this quality:
- Collapse Temperature: If the product temperature exceeds the collapse temperature, shrunken cakes are obtained, delaying reconstitution.
- Hydrophobicity: For active ingredients with hydrophobic properties, wetting agents are required to enhance dissolution.
- Excipient Choice: Cryoprotectants like sucrose lead to amorphous or glassy cakes that dissolve faster. Conversely, bulking agents like mannitol or glycine form crystalline cakes with slower dissolution rates.
While beneficial, lyophilisation presents challenges like high initial costs and process complexity. It is an energy-intensive process that requires meticulous cycle development to ensure the cake remains porous and stable.
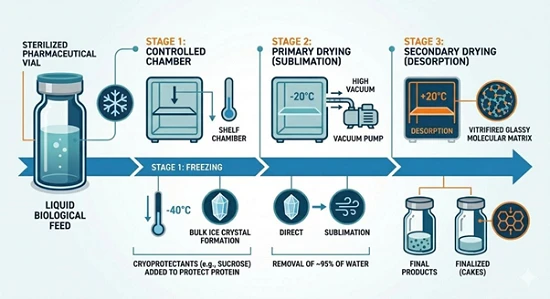
Figure 3: Technical schematic of the three-stage lyophilisation process for biological drug products.
Spray Drying: A Superior Continuous Strategy
Spray drying involves the atomisation of liquid feed into a stream of dry air to form a dry product. Unlike lyophilisation, it is a continuous, single-step process with lower equipment downtime. This efficiency makes it particularly attractive for large-scale commercial production.
Advanced Particle Engineering and Morphology
Spray drying allows for "tunable" particle morphology. By manipulating the Peclet Number the ratio of the evaporation rate to the diffusion rate of solutes engineers can dictate whether a particle will be hollow, solid, or shrivelled. This level of control is essential for creating an amorphous solid dispersion, which can drastically enhance the solubility and bioavailability of poorly water-soluble biologicals. Furthermore, the ability to produce uniform, spherical particles is critical for products intended for inhalation5.
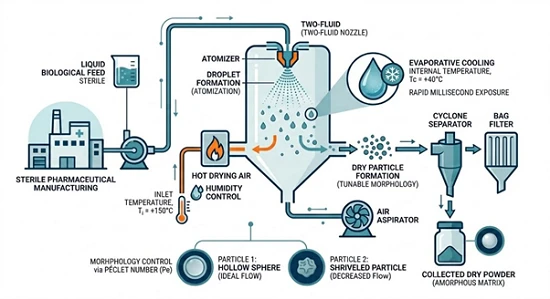
Figure 4: Continuous spray drying process and morphology control parameters for inhalable biologicals.
Efficiency and Flow
Commonly used in food and dairy, it is now vital for pharmaceuticals like vitamins, antibiotics, and enzymes. Notable products include Raplixa (fibrinogen and human thrombin). Spray-dried products possess excellent flow properties and solubility, making them ideal for pulmonary delivery (inhalation). The rapid nature of the process—often taking mere seconds—minimises the window for chemical degradation.
Thermal Integrity
Despite high inlet temperatures, the internal temperature of the droplet remains low due to evaporative cooling. The heat exposure time ranges from milliseconds to seconds, preventing protein unfolding and preserving integrity.
The Sustainability and ESG Imperative
Modern pharmaceutical executives are increasingly focused on Environmental, Social, and Governance (ESG) goals. Moving beyond the cold chain is an environmental necessity.
Decarbonisation of the Supply Chain
Liquid cold-chain logistics rely heavily on air freight and energy-intensive active containers. Transitioning to dry powders allows for ambient shipping and increased use of sea freight. Studies indicate that shifting from a refrigerated liquid to an ambient powder can reduce transport-related CO2 emissions by up to 90%.
Waste Reduction
The WHO estimates that nearly 50% of vaccines are wasted annually due to temperature excursions6. This accounts for an industry-wide loss of approximately USD 35 billion each year. Beyond the financial cost, this represents a massive environmental burden in terms of medical hazardous waste. Thermostable powders reduce the volume of single-use plastics and chemical coolants, such as dry ice, that enter the waste stream.
Economic Comparison: Capital expenditure vs. Operational expenditure
| Stage | Cold chain storage | Lyophilisation |
| Initial investment | Moderate (Freezers/Backups | High ($3M - $5M) |
| Energy intensity | Moderate (Continuous) | High (Vacuum & Freezing) |
| Weight/Insulation | Bulky, Heavy Insulation | Lightweight, No Insulation |
| Risk of loss | High (Power Failure) | Low (Ambient Stability) |
While the capital expenditure for lyophilisation is high, the financial threat of cold-chain failure is more severe. A single failed batch can exceed USD 500,000 per pallet. Therefore, lyophilisation is a viable long-term option, particularly for high-value products and regions with poor infrastructure. The insurance provided by ambient stability often outweighs the high entry costs.
Overcoming Technical Challenges
Lyophilisation Hurdles
The dehydration and cold conditions can cause conformational changes. This is addressed by:
- Cryoprotectants: Using sucrose/trehalose to provide moisture during the drying stage.
- Spray Freezing: To overcome the long cycle times (1.5 to 4 days) of batch lyophilisation, spray freezing can reduce the process to 6–18 hours by creating porous spherical particles through cryogenic atomisation.
Spray Drying Hurdles
The primary challenges are thermal stress and mechanical shear.
- Thermal Stress: Addressed by using lower inlet temperatures combined with higher aspirator rates to reduce residence time.
- Shear Stress: Managed using ultrasonic or two-fluid nozzles that impart low pressure.
- Wall Sticking: Prevented by adding L-Leucine, which forms a hydrophobic shell around particles, improving yield and preventing "nozzle bearding." The outlet temperature should be maintained 10-20°C below the Glass Transition Temperature (Tg) to ensure efficient drying and prevent particle aggregation.
The Regulatory Pathway: Continuous Manufacturing and RTRT
Regulators, including the FDA and EMA, are increasingly supportive of the transition to continuous manufacturing platforms like spray drying7.
Real-Time Release Testing (RTRT)
One of the most significant advantages of a continuous, data-driven spray drying process is the ability to implement Real-Time Release Testing (RTRT). Instead of waiting days for traditional batch testing, sensors can monitor particle size, moisture content, and potency in real-time. This not only accelerates the supply chain but also ensures that only products meeting the highest quality standards leave the facility. This regulatory receptivity is a key driver for companies looking to lower the high entry barrier of spray drying.
Future Outlook: The Pulmonary Frontier and Beyond
The next frontier for spray-dried biologicals lies in the pulmonary route. Inhaled dry powders, such as those used for managing asthma and COPD, are now being explored for systemic delivery of vaccines and hormones.
Bypassing the Needle
This approach bypasses "needle-phobia," which is a significant barrier to patient adherence in chronic disease management. Furthermore, the lung's large surface area and thin epithelial barrier make it an ideal target for rapid systemic absorption of large molecules. Research into spray-dried HPV vaccines (such as Gardasil 9) and inhaled insulin has shown stability even at 40°C for several months, proving that formulation innovation can solve the world's most difficult distribution challenges8.
Strategic Direction
The generation of highly valuable biologicals is solution-oriented, yet the necessity for cold-chain storage adds massive operational costs. Choosing a formulation approach over a logistic approach is a thought-provoking strategy for slashing losses. Dry powder formulations confer ambient stability and long shelf life, ruling out product losses due to inappropriate storage. While lyophilisation has a higher entry barrier owing to initial capital expenditure and longer cycle times, spray drying is an increasingly suitable choice. By transitioning "Beyond the Cold Chain," the pharmaceutical industry can ensure that life-saving biologicals reach global populations safely, sustainably, and cost-effectively.
References
- World Health Organisation (WHO). (2023). Global Vaccine Action Plan: Monitoring and Evaluation Report.
- Grand View Research. (2024). Biologics Market Size, Share & Trends Analysis Report By Product, By Application, By Region, And Segment Forecasts, 2024 - 2030.
- Wang, W. (2000). Lyophilisation and development of solid protein pharmaceuticals. International Journal of Pharmaceutics.
- Vehring, R. (2008). Pharmaceutical Particle Engineering via Spray Drying. Pharmaceutical Research.
- International Council for Harmonisation (ICH). (2023). ICH Q13: Continuous Manufacturing of Drug Substances and Drug Products.
- Schuele, S., et al. (2026). Artificial Intelligence in Pharmaceutical Formulation: Predicting Glass Transition and Collapse Temperatures. Journal of Pharmaceutical Sciences.
- Ziaee, A., et al. (2019). Spray drying of pharmaceuticals and biopharmaceuticals: Critical attributes and process parameters. European Journal of Pharmaceutical Sciences.
- IQVIA Institute. (2025). The Global Use of Medicine: Outlook Through 2029.

Dr. Mary Manoranjani Addanki, PhD, is an Associate Professor and Head of Pharmaceutics at Malla Reddy College of Pharmacy. With 17 years of expertise, she specialises in nanotechnology, pulmonary vaccines, and advanced drug delivery. An award-winning researcher and patent holder, her work focuses on stabilising vaccines and developing innovative dosage forms.








