Electronic Counters for Bottle Filling
What are the problems and can we do something about that?
Miha Mozina, Miha Mozina, Ph.D. has been working all his professional life at Sensum, a company specialized in computer vision systems in the pharmaceutical industry. He started his career as a researcher and developer, where he earned his doctorate in the field of image analysis and quality in the pharmaceutical industry. Today he is a product manager and business developer with a mission to connect pharmaceutical companies with technology.
The filling of tablets and capsules into bottles in the pharmaceutical industry is usually done with slat fillers or electronic counters. These technologies, however, face great challenges when it comes to reliable counting. The article gives an overview of the technologies, discusses their limitations and offers new possibilities, such as 100 per cent visual inspection at bottle filling process.
When a label on a bottle says ‘100 tablets’, we assume there are 100 tablets inside, don’t we? Not 99 or 101, but exactly 100. To be more precise, it is expected that the bottle contains exactly 100 undamaged tablets of the same kind. Obviously, bottle filling technology must meet two bigger requirements, namely high accuracy filling and the quality of filled products.
There are two technologies used in most pharmaceutical packaging facilities, the slat fillers, which are in decline, and electronic counters. Let’s take a look at their challenges and further possibilities.
The slat fillers
Slat fillers are an older technology based on the mechanical counting using format parts with cavities. The operation is very straightforward and because we know how many cavities are on the format part, we know how many products will be filled into bottles. The problem is that the filling into bottles is only accurate, when each cavity is filled with exactly one product. The major advantage of the slat fillers is a very high throughput, with speeds up to 300 bottles per minute. The disadvantages are more numerous, the bigger ones being cost, flexibility and lack of quality control by its design. First, the accuracy strongly depends on the design of the format parts. This often translates into the fact, that a user needs to buy a format part for each of the products in their portfolio. Furthermore, slat fillers cannot detect, whether the cavity is empty or filled with foreign or broken product.
In short, slat filler technology is fast but not flexible and expensive in case of large amounts of different products, it can suffer from accurate filling and has greater risks in case of low-quality products.
The electronic counters
The electronic counters have become a staple in pharmaceutical packaging due to their flexibility and small number of format parts. The electronic counters are recognized by vibrating plates, on which the products are arranged into one or more single-file lines. After the products get arranged, they are released through electronic counters, i.e. optical sensors, that count products one-by-one. Unlike slat fillers, electronic counters actually count the products and do not rely solely on the mechanical design to achieve high accuracy of the bottle filling. However, this technology brought new challenges to the process. First, because of the one-by-one counting, electronic counters are much slower than slat fillers. Higher throughputs are mostly achieved by installing two, three or even more electronic counters in parallel on the same bottle filling line. Furthermore, it is of utmost importance for the accuracy of the filling process that the products pass through the sensor one-by-one, otherwise the electronic counters suffer from miscounting. For example, if two products fall through the optical sensor together, the sensor will only count one product. While electronic counters do not suffer from “empty cavity” symptom like slat filler, low-quality products such as bits and broken products are still counted and filled into bottles. Last but not least, electronic counters are designed with flaps. The flaps are located after the optical sensor and before the bottles to ensure that the products are not released until the empty bottle is ready for filling. It is known that flaps can damage the product or cause miscounts in bottles if products get stuck on the flaps.
To sum up, electronic counters are much more flexible than slat counters and can increase throughputs with parallelization. The accuracy of the technology does not depend on the design of format parts, but has issues with the accuracy of filling and handling of products with defects. In addition, the design with flaps can lead to miscounts even after the product has been accurately counted.
Does a camera help?
Slat fillers and electronic counters can be equipped with a camera. With slat counters, a camera can detect empty cavities and warn the operator. With electronic counters, a camera is installed above the vibrating plates to detect bigger defects, such as bits, chips and half broken products. When the camera detects the defect, the defective product is still filled into the bottle, but the counter has the option to eject the bottle from the line. Ejected bottles are most often manually inspected, in order not to waste the good products. Unfortunately, experience tells us that a camera on the electronic counter will still fail to detect many defects. For example, defective part of the product could be facing away from the camera. Furthermore, if two different tablets have the same size and colour but have different label or engraving, this camera solution cannot detect possible mix-ups due to an uncontrolled orientation of the tablets on the vibratory plate. In addition, the camera does not help to prevent miscounts that occur when multiple products pass through the optical sensor at the same time.
So, what do we do?
Let’s summarise the two challenges, we face with current technologies:
1. Miscounts due to technology; empty cavities in slat fillers or multiple products falling through an optical sensor in electronic counters.
2. Miscounts due to product quality, where bits, chips, broken products count as one product. Furthermore, the quality of the filled products is decreased, because bigger or smaller defects are still filled into the bottles.
The idea of improvement comes from visual inspection systems. Visual inspection systems are inherently very accurate counters. These systems can manipulate every single product, take several images of it from several sides and can sort out individual defects from the batch. This is something that can be exploited to overcome and completely eliminate the challenges, that slat fillers and electronic counters have been dealing with for years!
SPINE FIBO: inspect, reject defects and accurately fill good product only!
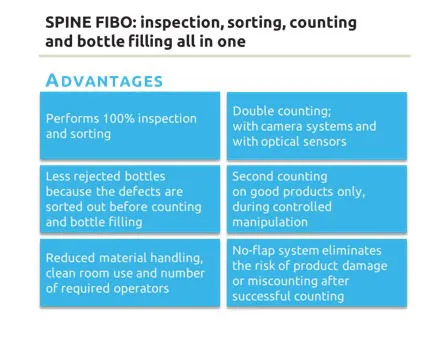
Sensum is a company specialised in visual inspection technologies for pharmaceutical solid dose forms. We have developed the world’s first machine that combines 100 per cent visual inspection and sorting with counting and bottle filling. In short, it is the first machine that visually inspects all surfaces of each product, rejects the defective products and then fills bottles with good products only.
The solution is called SPINE FIBO and is based on existing SPINE technology that has proven to be the most versatile inspection technology on the market for more than 15 years. The SPINE machines are still the only machines that can 100 per cent visually inspect and sort any type of tablets, hard capsules or softgels.
SPINE FIBO overcomes the two challenges from the previous chapter in the following way. SPINE FIBO first performs the inspection and checks the product quality before bottle filling:
1. The quality challenges: SPINE FIBO machine firstly inspects each individual product with several camera systems. The high-quality inspection from all sides of each product will prevent any critical defect sneaking through the inspection. After the inspection, the machine sorts out individual defects from the batch. Defects can therefore not cause miscounts during the counting, which takes place less than a second later. Removing defects before bottle filling also results in less rejected bottles compared to electronic counters with a camera. Last but not least, SPINE FIBO fills the bottles without the use of flaps, which eliminates the risk of damage or miscounting after the inspection and counting.
2. The counting challenges: SPINE FIBO actually performs counting twice. The first counting takes place during product inspection, when the machine very accurately counts all good and defective products based on image analysis. Less than a second after inspection, when individual defects have already been removed, SPINE FIBO counts the products a second time. For the second counting optical sensors are used, just as with electronic counters. There is a major difference between SPINE FIBO optical counting and electronic counters. The electronic counters count products in a free fall. As described before, counting in free fall can cause counting errors when products are not falling in perfect single-file. These risks are eliminated with SPINE FIBO, because the products are still in a controlled position (not in free fall) during the second counting as shown in the picture below. Therefore, the problem of several products passing through the optical sensor at the same time on second counting is practically not possible with SPINE FIBO.
SPINE FIBO implements controlled manipulation of each product that allows 100 per cent visual inspection and accurate counting before bottle filling
SPINE FIBO not only addresses the challenges of electronic counters, but also brings other benefits to the table. In most pharmaceutical production facilities today, the inspection process and the bottle filling process are usually not carried out in the same premises. Handling the products after the inspection increases the risk that the products that are supposed to be without defects get damaged by material handling (e.g. stress on the product in containers during transport, during emptying into bottle filling machine, etc.) or by human factors (operators can access the product). By combining the two processes, we reduce material handling and also resource requirements in terms of space and number of operators.

SPINE FIBO inspects, rejects defective products and then counts good products again to perform accurate filling of high-quality products into bottles
All advantages and benefits of the new SPINE FIBO technology, which requires one instead of two machines, are not only more economical from an operational point of view, but also from an investment and maintenance point of view for all new or existing packaging lines.

Business Developer, Sensum








